

5.雙麵拋光法
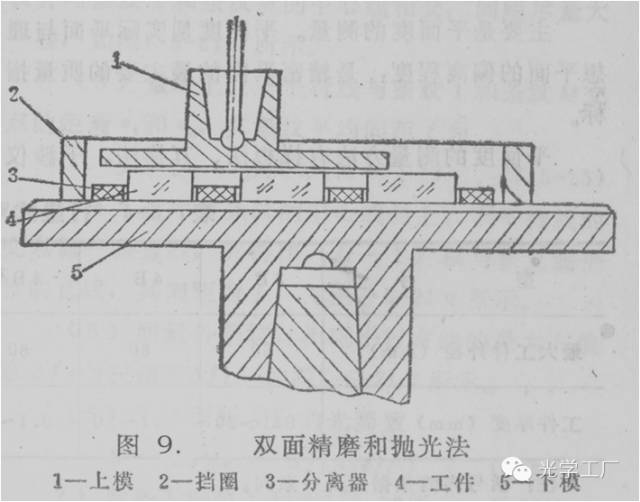
雙麵拋光法適用(yòng)於平行度要求高(gāo)的薄片,如石英波片、濾光片、平行平麵窗等(děng),行星式雙麵研磨拋光機使用很廣泛,太多引(yǐn)進國外機床,國內風雷機械廠有這(zhè)類機(jī)床產品. 通常上(shàng)下拋光模用聚氨(ān)酯製造,中間(jiān)工件隔離圈用聚(jù)四氟乙烯薄板或有機玻璃板、PVC板製造,利(lì)用(yòng)工件在分離器孔的位置(zhì)互換使工件的平行(háng)度得到修正,工件的平麵性主要是拋光模的輪廓複印,要求高時(shí)仍(réng)要做微量修正,實際上,在二軸機上采用(yòng)檔圈也可以實現雙麵拋光,不僅可以加工平行平麵,還(hái)可以加工小圓柱棒,圖九是二軸機雙(shuāng)麵精磨與拋(pāo)光示意圖(tú)。
(三) 、計算機控製拋光與離子拋光
計算機控(kòng)製拋光(CCP)是利用小拋光(guāng)頭在工件上作局部拋修運動,邊檢邊修,再過幾個循環,使平麵達到很高的精度,離子拋光與CCP類似,把小拋光頭換成離子束就成了離子拋光,離子拋光不僅提高了麵形精度,而且(qiě)改善了(le)表麵粗糙度.計算機控製拋光在(zài)浙江大學、北京理工大學、長春光機所與成都光學工程中心等均先後開展這項研究工作,後者還從俄羅斯引進了CCP三(sān)軸與五軸拋光機(jī),加工出不少高精度平麵.離子拋(pāo)光在國內仍屬空白(bái).圖十是浙大CCP實驗(yàn)裝置與俄(é)羅斯國立光學研究所的計算機上控製拋光機.

圖十a.浙江大學試驗裝(zhuāng)置

圖十b.俄羅斯國立光(guāng)學(xué)研究所的計算機控製拋(pāo)光機
(四) 、單點金剛石飛切光學平麵
美國Pam&Pneumo Inc. 生(shēng)產的MSG-325金剛石車(chē)床用飛切方法加工過(guò)ø170mm KDP晶體高精度平行平麵,用(yòng)作倍頻器;用飛(fēi)切方法香港理工大(dà)學、雲南光儀廠(chǎng)等單位的Nanoform300也可以實現平麵的飛切.
我國為了解決270X270及310X310mmKDP平(píng)麵加工問題,近年引進了俄國NCM-600立式飛切平麵機床(圖十一)

圖十一.NCM-600立式飛(fēi)切平麵機床
加工工件直徑可達ø550mm,其工作原理為單點金剛石飛刀高速旋轉,形成一個圓的軌跡,工作的直(zhí)線運動,使單點包(bāo)絡成一個平麵,平麵的精度主要取決於機床運動的超(chāo)精密度.主軸(zhóu)跳動:0.05um,主軸剛性:200N/um,導(dǎo)軌的(de)直線性0.1um/250mm,在這個機床上已經加工(gōng)出ø270KDP平麵,透過波麵達λ/2(PV)精(jīng)度,在此基礎上我國將開始研製這種機床,技術指標將超過(guò)MO-600的水平。
(五) 、棱鏡的大(dà)批量生產
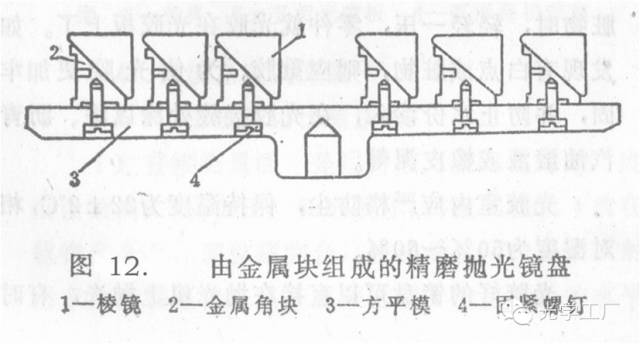
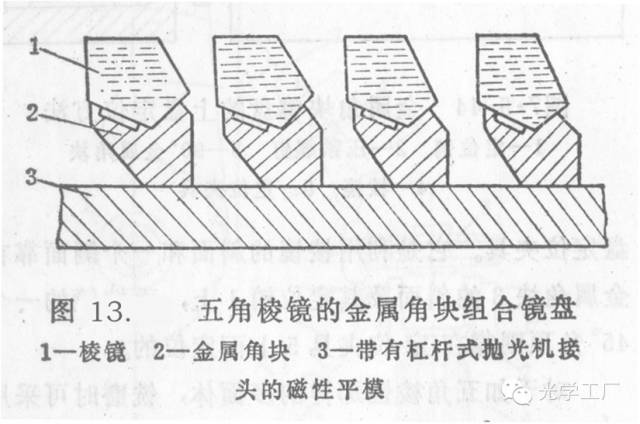
對於等精度或(huò)低精度棱鏡(jìng)的大批量生產通常都是成條加工完成拋光,然後用內圓切割機割開(kāi),如棱鏡尺寸小時可以用高(gāo)速排條鋸割(gē)開,一次(cì)可以同時(shí)切割多隻棱鏡(jìng).棱鏡的精磨拋光可以用金屬夾具上盤(pán),一個夾具(jù)可以加工一個麵(圖十二)或三個麵(圖十三).
(六)高精度棱鏡的加工方法
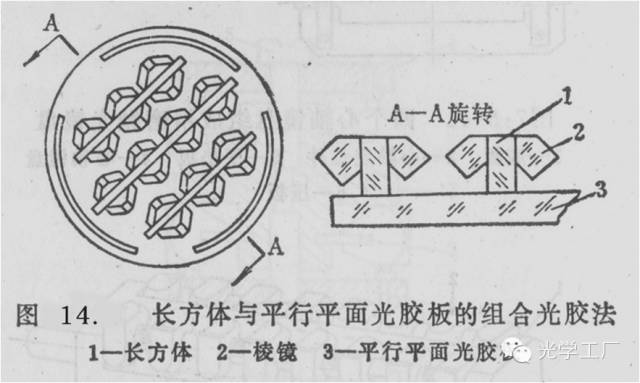
高精度棱鏡的批量生產通常采用組合光膠法.圖十(shí)四為用長方(fāng)體與平行平麵光膠板組合光膠加工直角屋脊棱鏡屋脊角的例子.
五、光學平麵的檢測
平麵的麵形檢測除用樣板看光圈、菲索幹涉儀看幹涉條紋以外特別推薦下列測量方法
平麵(miàn)麵形快速測量法
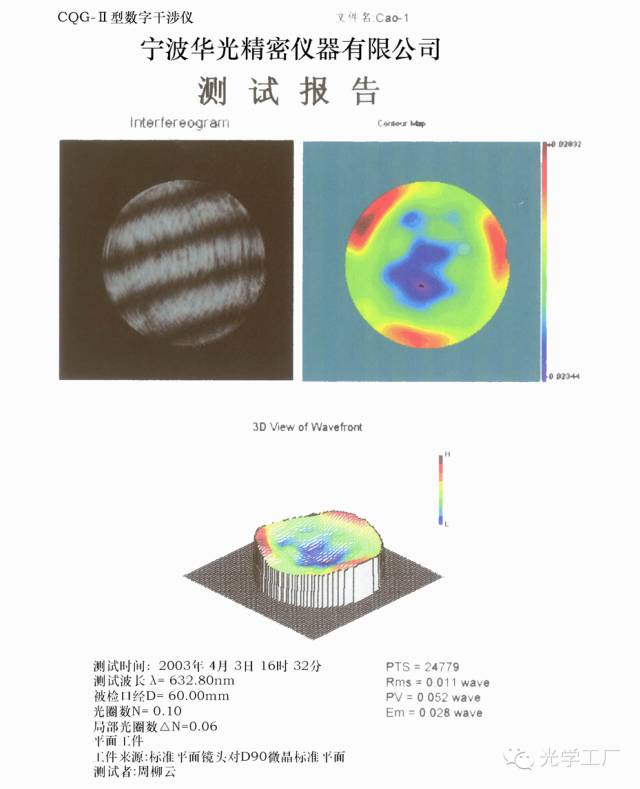
在立柱式幹涉儀上當主光線向上出射時,工件被檢麵可以在測環(huán)上東魏測量,定位麵(miàn)就是被檢麵,這樣就可以連續測量(liàng),不需要(yào)重新調整工件位置,如圖十五為寧波華光儀(yí)器有限公司生產(chǎn)的(de)數字幹涉(shè)儀上(shàng)測量平(píng)麵數字條紋.
圖十五(wǔ)a.寧波華光儀器有限公司CQG-II車間數字幹涉儀(yí)(儀器全貌)

圖十五b.寧波華光儀器有限公司CQG-II車間數(shù)字幹涉(shè)儀(測試報告)
ø150平麵幹涉儀的數(shù)字化
國內最普通(tōng)的平麵幹涉儀是ø150平麵幹涉儀,光路由上而下,這類儀器隻要裝上適當附件(PZT掃描儀)很容易實現數字化,圖十六為浙江大學與上海星慶光儀公司研製成功並用於生(shēng)產(chǎn)的(de) (XQ-15).
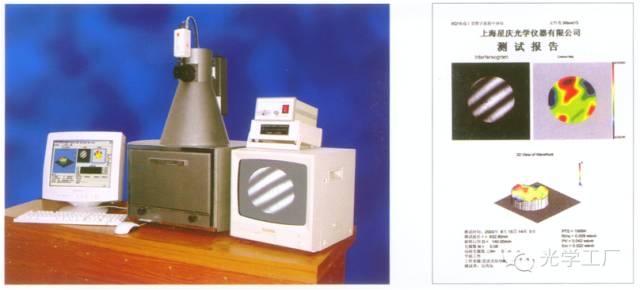
圖十六.ø150平麵數字幹涉儀
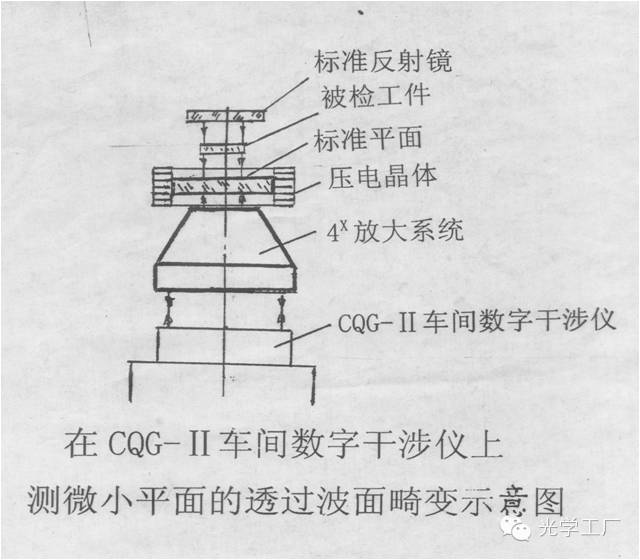
微小平麵的透過玻麵畸變測量
ø4~ø1mm平(píng)麵的測量可在CQG-II型幹(gàn)涉儀(yí)加上4X或8X放大鏡就可實現(xiàn)(圖十六).
圖十六a.微小平麵的透過波麵畸變測量(測量原理)
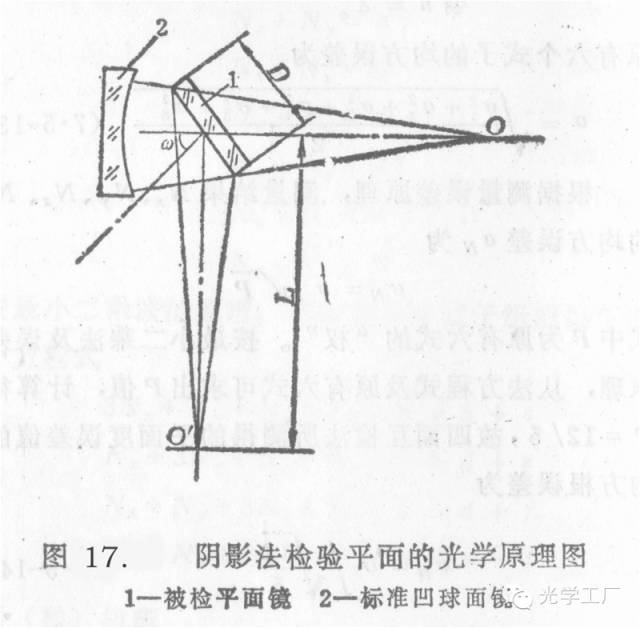
特大平麵的麵形測量
可以采用幹涉儀(yí)的康(kāng)蒙方法(fǎ)來實現,圖十七表示在幹涉儀上測量(liàng)標準凹球(qiú)麵,在凹球麵光路(lù)中45°方向放入被檢平麵,幹涉條紋所判讀誤差(chà)為被檢平麵的麵形誤差,這就是康蒙方法在幹涉儀中的應用。


