


立式紅外透鏡(jìng)雙麵定中心磨邊設備, 主要用於中大口徑紅外透鏡的磨邊,以減小光學零件球麵透鏡的幾何中心與其光學中心的偏離誤差, 提高光(guāng)學係統的成像(xiàng)質量。近年來對紅外透鏡的中心誤差的要求(qiú)越來越高, 許多中大口徑紅外透鏡中心誤差要求不(bú)大於0.01mm 常規(guī)的定心方法及磨邊(biān)設(shè)備均不能滿足紅外透鏡的中心誤差(chà)要求; 隨著紅外技術的(de)發展, 紅外透鏡的(de)需求越來越(yuè)多, 有廣泛應用; 研製一種新型立式紅外(wài)透(tòu)鏡雙麵(miàn)定(dìng)中心磨邊機具有較高的工程應用價值。
中大口徑紅外透鏡中心偏差的(de)技(jì)術要求
紅外光學係統, 多數(shù)是(shì)望遠(yuǎn)鏡係(xì)統和接近望遠(yuǎn)鏡係統。紅外透鏡的技術要求基本是按照望遠係統的技術要求執行。透鏡的中心偏差(chà)根據儀器的不(bú)同用途的數值確定(dìng)。

在實際生產中, ¢80~200的中大口徑紅(hóng)外(wài)透(tòu)鏡的中心偏差一般為0.005~0.05mm
結構設計原理
機床的結構, 常用主軸軸線與(yǔ)地麵的位置關係來劃分類(lèi)型。軸線與地麵垂直(zhí)為立式;平(píng)行為臥式。為了解決大口徑紅外透鏡自重(chóng)對定心(xīn)精度的影響, 提(tí)高定心效率和降低勞動強度, 本課題主(zhǔ)軸係統(tǒng)采用立式結構, 且主(zhǔ)軸(zhóu)中心有一通孔, 使下端定心儀能找到粘接麵的自準反射像。主軸與零件粘接夾頭采用螺紋連接, 錐麵定心。
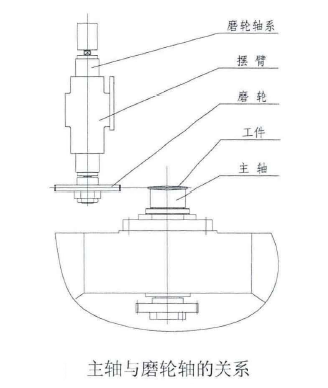
紅外透鏡放置(zhì)在主(zhǔ)軸夾頭上端(duān), 定心後用蜂膠粘牢。在主軸(zhóu)軸(zhóu)線上(shàng)下方各安(ān)裝有光學定心儀, 用於對零件粘接麵和非粘接麵進行定心。
磨輪軸係安裝在(zài)一繞固定軸轉動的(de)擺臂上, 在彈(dàn)黃力(lì)作用下緊貼進給控製結構, 磨輪磨削量大小由進給機構控製。
紅外材(cái)料如娃、鍺等, 質硬(yìng)而脆, 磨邊時容揚發生崩(bēng)邊現(xiàn)象。而砂輪的進給運動方式(shì)是引起崩邊的主要(yào)原因。不同規格的砂輪, 有不同的磨削(xuē)量。當磨削大尺寸零件(jiàn)時, 若進(jìn)刀量(liàng)過大, 砂輪一次磨不了那麽多(duō), 接著又進一(yī)次刀, 雖然每次都磨去一些, 但砂輪始(shǐ)終處於過載(zǎi)狀態(tài), 使砂輪不能充分地(dì)發揮它的作用, 容易發生粘刀和崩邊現象, 影響磨削效果若進刀量過小(xiǎo), 則磨削效率低, 滿足不了生產需求。因(yīn)此紅外透鏡磨(mó)邊機磨輪進給(gěi)係統要滿足以下功能:
1:具有自動(dòng)進給功能, 進給量大小(xiǎo)可調(diào)。
2磨輪工作時要有充分的磨削時間, 具有“ 走光刀(dāo)” ( 精磨) 功能。
3磨輪轉速連續可調。
為了實現磨輪自動進給(gěi)且進給量可(kě)調, 進給係統由兩部分組成, 一是曲(qǔ)柄搖杆機構,二是螺打螺母機構。搖杆擺動驅動螺母(mǔ)旋(xuán)轉(zhuǎn), 使螺杆伸縮控製磨輪的進給量。螺母上裝有棘輪棘爪機構(gòu), 使磨輪(lún)在一個搖杆擺(bǎi)動周期內隻實現一次進給, 即間歇進給, 從而使磨輪具有“ 走光刀” 功能。調(diào)整曲柄的(de)長度就可調整進給量的大小。磨輪電機采用變頻控製(zhì),轉速連續可調。零件倒角由凸輪控製。
磨邊零件的外徑尺寸精度由特製(zhì)分(fèn)厘卡控製, 手動設定。
新型立式紅外透鏡雙(shuāng)麵定中心設備的研製(zhì), 其目的是為了彌補和解決臥式雙麵定中心設備在加工大直徑透鏡時的性能短板及功能欠缺, 以滿足紅外產(chǎn)業對大直徑透鏡磨邊設備的需求。
立式紅外透鏡雙麵定中心設(shè)備的研製, 很多構想(xiǎng)和設計來源於前人的思路, 對構想進行了補充, 實施和完善(shàn), 涉及(jí)的方麵主要有立式(shì)結構, 主軸(zhóu)精度, 成像及倒角。


