


掃描振鏡配合激光器傳統上主要應用於打標和快速成型(xíng)等領域。此類係統可提供高質量(liàng)的光束,但是激光功率(lǜ)僅局限在百瓦範圍內。如今,隨著諸如光纖激(jī)光器、碟片(piàn)激光器等高亮度激光器的出現,甚至一些亮度較低的高功率二極管激光器的使用,掃描振鏡的應用領域(yù)已(yǐ)經擴展(zhǎn)到數千(qiān)瓦特級。掃描裝置必需能夠勝任高功(gōng)率範圍內的應用(yòng)——同時不影響精度和速度!這對掃描振鏡製造商而言是一項富有挑戰性的任務。
掃描振鏡技(jì)術
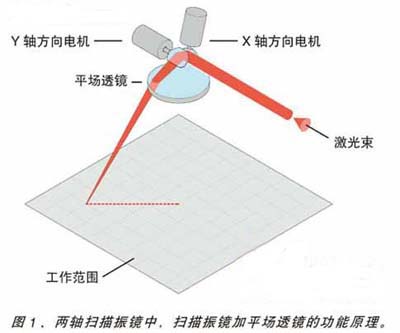
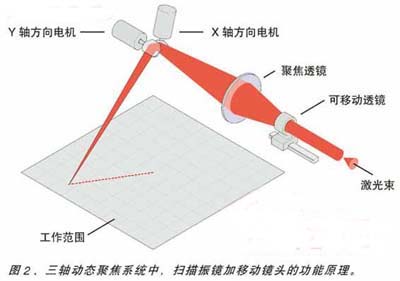
一套基(jī)本的x-y掃描裝置看起來很簡單(dān):兩塊反射鏡,由電機驅動,可將入射激光束反射到特定區域(yù)(工作區域)的任何點。一組(zǔ)平場(f- )透鏡確保焦點在工作區域平麵內(二軸係統,如圖1),對基(jī)本的Nd:YAG激光器來說,典型的工作範圍為40×40平方毫米(ff- =100 毫米)至180×180 平方毫米(ff- =254 毫米;對於高級諧(xié)波(bō)激(jī)光器和二極管激光器,其工作(zuò)範圍為40×40 平方(fāng)毫米(ff- =100 毫米)至120×120平方毫米(ff- =163 毫米),具體取決於平場(chǎng)透鏡的(de)焦距。顯然,所需工作範圍越大,工作距離(lí)越長。如果在掃描振鏡前端的激光光(guāng)路中(zhōng),使用聚焦透鏡和可移動透鏡的組合來代替平場透鏡,工作範(fàn)圍和工作距離還會進一步增加(三軸係統,如圖2)。該(gāi)裝置可使工作範圍達到1200×1200平方毫米,工作距離(lí)達到1500毫米。
在(zài)多種應用場合中,要求較高(gāo)的定位速度。比如,當f- 透鏡焦距長度(dù)達163mm時,在120×120mm2的工作區域內掃描(miáo)速度可達10 m/s。簡單的幾何計算表明,振鏡鏡麵較小(xiǎo)的角(jiǎo)度偏差可能(néng)導致激光光斑在工作平麵上出現較大的錯(cuò)位。因此,不管對振鏡驅動、鏡麵,還是反射(shè)鏡安裝架來說,高級別的定位精度是必須的。同時,振鏡(jìng)電機和驅動器電子器(qì)件會發熱,產生熱漂移,導致上述定位偏差的發生(shēng)。熱增(zēng)益漂移特征數(shù)值<30 rad/K,增益漂移特征數值<50 ppm/K(每軸)。因此,如果要求(qiú)高精度和長期穩定性,一種(zhǒng)解決方案是選配帶水冷功能的掃描振鏡。其中(zhōng)最具代(dài)表性的例(lì)如為Superscan-II-LD,長期穩定性可達到24小時<200 rad(未帶主動冷卻功(gōng)能時為<300 rad)。此外,專門的(de)集成自動(dòng)校準功能的係統類型可將增益漂移降低至20 rad/K,位置漂(piāo)移降(jiàng)低至5 ppm/K,8小時長期穩定性(xìng)< 20 rad。
新技術減少熱應力
打標應(yīng)用中,掃描振鏡采用的反射鏡類型包(bāo)含有石英基底材(cái)料,厚(hòu)度在2.0和(hé)7.0 mm之間(jiān),這取決於反射鏡尺寸(cùn)和角加速度。電解質鍍膜在對應的波長範(fàn)圍內(例如(rú),對於高功率半(bàn)導體(tǐ)激光器和入射角兩側偏轉範圍超過±12 時,在780 nm和980 nm之(zhī)間)提供足夠的反射率(>98.0%)。這種反射鏡通常能承受的功率密度達500 W/cm2,對於傳(chuán)統(tǒng)的打標應用綽綽有餘。掃描頭引入其他應用場(chǎng)合後帶來了其他挑戰(zhàn),比如聚合(hé)物焊接。這些應用要求對工件溫度進行精確控製,通(tōng)常通過高溫計進行非接觸式測量。對於(yú)這項技(jì)術,工件的(de)熱輻射信號必(bì)須(xū)從激光光(guāng)斑位置沿激光光路返回到傳感器中,比(bǐ)如,通(tōng)過振(zhèn)鏡鏡(jìng)片反射回。高溫(wēn)測量典型波長範圍為1.7到2.2 m。由於該波長範(fàn)圍內的(de)介電層對於激光輻射是可穿透的,因此在石英基底背麵加上一層鋁鍍膜便可解決問題。這裏應提醒讀者,如果要擴展波(bō)長範圍,則需要調整掃描光學係統。
更高功(gōng)率的其他新(xīn)應用(yòng),比如激光(guāng)遠(yuǎn)程焊接、遠(yuǎn)程切割、或掃(sǎo)描熱處理,要求(qiú)幾百瓦到甚至數千瓦的功率,這對振鏡掃描頭提出了新的挑戰。即使介質(zhì)反射鏡反射率很高(gāo)(特別有鍍鋁層後(hòu)),部分光線(<2%)仍可能透射並被反射鏡基底(dǐ)或周圍部件吸收。對於低(dī)功率激(jī)光器(qì)而言,這種情況(kuàng)很(hěn)好處理。不過高功率激光器可能導致裝置內部產生大(dà)量熱量,由此導致明顯的熱漂移和不合格的長(zhǎng)期穩(wěn)定性波(bō)動(dòng)。因此,掃描(miáo)裝置(zhì)水冷功能非常必要,但通常不足以解決問題。這(zhè)是因為它無法避免石(shí)英反射鏡(jìng)的熱載荷和其導致的(de)影響,比如導致膠層形變甚至變軟或者(zhě)由於轉子和軸承發熱導致振鏡驅動故障。因此,新的鏡麵技術必不可少。
石英的一大缺點(diǎn)是它的熱導率很低,這導致它的冷卻性能很差。矽基材料,比如矽或碳化矽,可(kě)提供較高的熱導率。由於碳(tàn)矽(guī)基材料強(qiáng)度更高,因此允許減小(xiǎo)其厚度,盡管其密度較高,仍可減輕總體質(zhì)量。如果使用不透明基底,如Si或SiC,寬波段反(fǎn)射鍍鋁層可直接鍍在(zài)鍍電介(jiè)質膜和矽基材料之間介電層上。對反射(shè)鏡基底機械設計進行仔細的模型計算,可在穩定性、重(chóng)量、導熱性和轉動(dòng)慣量方麵獲得最優化的(de)設計。
對於係統設計,包括伺服(fú)電路板、振鏡電機(jī)和反(fǎn)射鏡,有幾項參數需要特別精確:
反射鏡重量;
反射鏡轉矩(jǔ);
鏡麵形變(機械彈簧);
反射鏡(jìng)和驅動電機之間連接部位形變;
反射鏡(jìng)和驅動電機係統的響應頻率。
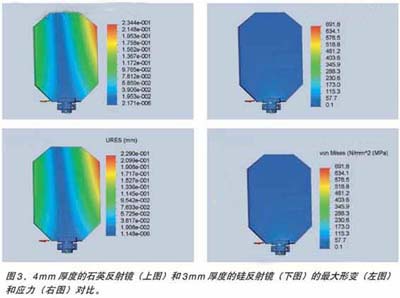
以矽為基底,可(kě)以(yǐ)減小反射鏡厚度(重量),同時形變、應力和(hé)較厚的石英基底反射鏡相同(tóng)(見圖3)然而,由(yóu)於該反(fǎn)射鏡係統重量,應力和形變仍然較大。矽基底仿真圖表明慣(guàn)量和重量都降低15%,頻率幾乎保持不變。
不幸的是,此類改進明顯無法滿足市場對更高掃描速度以及更(gèng)高功率密度、千瓦級高亮度激光(guāng)器的要求。這些應用要求采用新材料和新設計,進一步降低基底熱應力。比矽或石英剛度更高的陶(táo)瓷材料、碳化矽材料成為更(gèng)好的選擇。雖然如此,SiC反射鏡的設計遠比標(biāo)準矽基或石英反射鏡更困難,因此反射鏡設計(jì)的整套方法都需要進行變(biàn)更。有限元分析和蒙特卡羅(luó)分析是(shì)該設計中非常有用的工具。設計的主要目標是減少高(gāo)頻和超低頻部(bù)分以(yǐ)及重量和慣性矩。為此我們(men)設計了一套全新的反射鏡(jìng)背部結構,見圖4中的左圖。該反射鏡剛度(dù)遠高於矽反射鏡,由於基底更(gèng)輕以及楊氏模量不同,應力也(yě)更容(róng)易處理。計算明確證明了反射(shè)鏡最大(dà)形變和(hé)應力得到了改(gǎi)進。
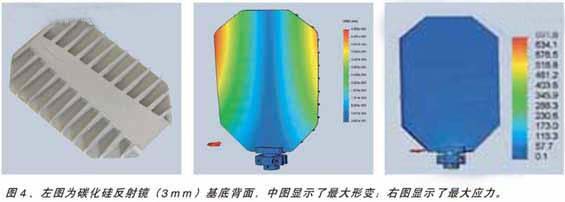
這種(zhǒng)方法可獲(huò)得高精度和完美的機械性能(最小化共振響應效應)。反射鏡材料高導(dǎo)熱率(lǜ)可以實現溫度分布快速平衡,即使在高功率激光(guāng)下吸收了大(dà)量激光能量。反射鏡背(bèi)麵加強筋為向周圍大(dà)氣傳遞熱量提供更大的表麵以及更高效的輻射冷卻。反射鏡有非常(cháng)均勻的溫度分布和比較緩和的溫度梯度。
替代材料:鈹
可惜,SiC非常難以(yǐ)操作。首先,由於材料很硬,因此非常難以加工。其次,和矽或石英基底鍍膜工藝不同,基底(dǐ)背麵不可能鍍膜。而背麵(miàn)鍍層可幫助抵消由鍍層本身產生的機械應力(也就是說(shuō),熱膨脹係數不同)。該應力的結果通常是凹反射麵,產生非期望的離焦效果。第三,要求的(de)材料質量和數量非常難(nán)以獲得(dé),由於交付時間較長(zhǎng),使得物流較有風險。該問題可能導致研發時間過長,並且仍可能導致交付時間過長。因此,可替代材料的(de)搜索仍在繼續。
有一種替代材料是鈹,可用作基底材料。該材料輕質,可提供高導熱率。鈹的供應量充足,交付(fù)時間(jiān)合理(lǐ),由於硬度較(jiào)低,其(qí)加工難度比碳化矽低。然而,這種材料同樣有缺點。首先,該材料為劇毒。由於該材料已(yǐ)經用於眾多產品中,比如衛星或軍用飛行係統中,該問題可通過(guò)目前已經成熟的商業化專門加工(gōng)工藝解決。為避免(miǎn)皮膚和鈹接觸,整個表(biǎo)麵都用鎳包裹。由於鈹晶(jīng)粒(lì)尺寸太大,無法在630nm下(xià)拋光到小於λ/4的平麵度,故鎳可用於拋光和鍍膜,該工藝的(de)另一優點是它(tā)提供了高表麵質量。
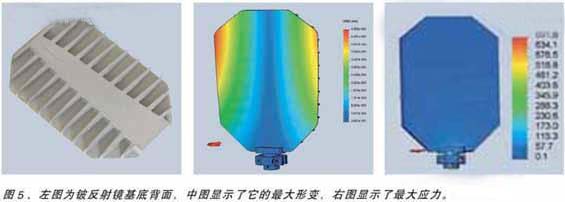
另外,基(jī)於模型計算優化後的參數可確保最優設計。由於(yú)較低密度和相對重量較高的楊氏模量值(zhí),鈹(pí)模型相對(duì)碳化(huà)矽模型的設計更為簡便。該材料(liào)的另一優點是其吸附能力。對比碳化矽(guī)和鈹反射鏡,鈹模型比碳化矽少兩個(gè)臨界(jiè)頻率。這將(jiāng)為伺服電(diàn)路板和振鏡電機提供更為簡便的自動控製能(néng)力。結果是鈹反射鏡相對碳化矽反射鏡,重量減少35%,慣量減少35%。反射鏡設計,最大形變和最大(dà)應力如圖(tú)5所示。
除(chú)此之外,反射鏡安裝架和反射鏡(jìng)模型的融合(hé)取得了較大進(jìn)步,也就是說,無需膠合或裝夾,因此反射鏡和夾持器整體加工製作,直接(jiē)固定在振鏡電機軸上。該結果是減少了質量,改進了(le)剛度並增加了熱傳(chuán)導性能。此外,係統沒有膠層過熱和破壞的損(sǔn)壞風險。該設計使得反射鏡規格參(cān)數(shù)獲得極大改進。比(bǐ)如,相比安裝在典型掃描(miáo)頭上的標準碳化矽反射鏡,最終速度可增加30%,並節省20%時間。用戶可通過(guò)增加速度,或憑借更大孔徑的掃描頭而獲取較(jiào)高的動態性能,從改進中獲益。可在相同視野尺寸內減少焦麵直徑(jìng)和工作距離,或者相同焦距尺寸下增加視(shì)野尺寸和工(gōng)作距離。
鈹材料在多方麵滿(mǎn)足市場需求,比如較短的新產品研發周期,以及(jí)反射鏡模型、反射鏡尺(chǐ)寸和應用需求能(néng)夠實現精(jīng)準(zhǔn)匹配。為(wéi)獲得最佳速度結果,反射鏡應分別設計以反(fǎn)射要求的光束角度和光(guāng)束尺寸。
不同領(lǐng)域的應用
隨著新應用的興起,掃描頭製造商麵臨著新的要求(qiú),比如計量學集成(高溫計、攝(shè)像機),以(yǐ)滿足如焊接和聚合物輪廓焊接應用要求。然而,如上所述,高功率和高亮度激光將(jiāng)給高(gāo)精度掃描頭帶來很(hěn)多其他要求,但它也打(dǎ)開(kāi)了傳統打標應(yīng)用以外的新市場。現在有許多應用都采用新技術,並且仍為私人專利。
盡管如此,甚至傳統激光加(jiā)工,比如焊接、切割或表麵處理(lǐ)現在都(dōu)要求采用掃描振鏡。比如,采用高亮(liàng)度(dù)激光器可高速切割薄金屬板,由於(yú)重量和慣(guàn)性矩(jǔ)方麵原因,其速度超過傳統定位係統的極限(xiàn)。因此,零件定(dìng)位已經被“無慣性”激光光束定位(wèi)所取代。該加工工藝被稱為“遠程切割”。
對於(yú)焊接應用,著(zhe)名的“遠程焊接”工藝可采用機器人定位和高速掃描頭結合方式進行修改(“3D掃描焊接”)。已經(jīng)證明該方法可將激光非工作時間幾乎減少至0(取決於焊縫位置和結構)。當機(jī)器人沿著輪廓執行平滑運動時,從一(yī)條焊縫到下一條的(de)“跳動”偏差可通過掃描頭高精度高速掃描方式進行控製(zhì)。該“掃描焊接(jiē)”應用中,關(guān)鍵因素是軟件,它將位置和機器人速度以及掃描頭控製的光(guāng)束定位結合起來。
由於(yú)大量在1微米波長範(fàn)圍內(nèi)的高效(xiào)率激光源(比如高功率半導體激光器)的出(chū)現,激光硬化工藝(yì)和激光熔覆現在已經成(chéng)為機床市場的標準工藝。熱量局(jú)部集中可避免(miǎn)零件變形和損壞(huài),因此可極大地減少(shǎo)重複工作。雖然如此,激光表麵硬化的挑戰是零件表麵上的理想的溫度分布。通過特(tè)殊的(de)光學係統(tǒng)可以實現,該光學係統對激光強度輪廓進行(háng)“剪裁”,但是這種方法非常複雜和刻板。一種更為靈活和合理的解決方案是將激光束快速掃描和激光輸出功(gōng)率快速控製(zhì)相結合。該類裝置與高溫計共同工作,可以實現幾(jǐ)乎任何類的(de)溫度分布和均勻溫度控製。
從90年代中期以來,激光聚合(hé)物焊接已經成為汽車零部件、機械裝置、電子零件和消費產品的標準工具。它最初以(yǐ)繞焊開始,激光在焊縫上(shàng)慢速運動。但是後來逐步(bù)進化出多種不同方法,比如平縫焊接或同步焊接,已經(jīng)發展為今(jīn)天的先進技術(shù)。同步加工的(de)優勢(比(bǐ)如軟化整(zhěng)個焊接結構)是焊接路徑,也就是說待焊接零件的相對運動可作為過程控製(zhì)參數。不幸的是(shì),同步激光焊接要求激光熱源的幾何形狀和焊縫幾何形狀(zhuàng)相同(tóng),這使得該技術非常複雜、昂貴和不靈活。一項聰明的(de)解(jiě)決方案是(shì)“半—同步”焊(hàn)接,這種方(fāng)式下激光光束在整條焊縫結構上重複(fù)運動,光束以高速運動使得整條焊縫加熱至軟化點之上,從而實現同步焊接和(hé)焊點路(lù)徑控製。由於焊(hàn)接(jiē)輪廓可通過軟(ruǎn)件(jiàn)方便地更改(gǎi),因此該方法非常靈活(huó)。當然,該方法限製於(yú)平麵結構(或至少是(shì)近似平麵),掃描區域尺寸在400×400mm內,並(bìng)且激光(guāng)功率可匹配;此(cǐ)外,所要求的速度(dù)和激光功率(lǜ)能夠與焊縫(féng)長度成比例。除(chú)靈活性外,由於該裝置使用(yòng)了掃描頭和上述提及的光學係統,它還允許在線過程(chéng)控製。
結論
通過提升精度、速度和(hé)激光功率,掃描振鏡已經成(chéng)為激光加工中(zhōng)一項非常重要的工具(jù)。其市(shì)場已經從傳統打標和快速成型的應用範圍擴展到多個(gè)領域(yù)的激光材料加工,包括切割、焊接(jiē)、表麵(miàn)處(chù)理、聚合物焊接和其他應用。掃描(miáo)振鏡技術與創新(xīn)的機械電子設計理念,特別是用於鏡麵技術的新材料和智能解決方案,已經適(shì)應了新的(de)市場要求(qiú)。高亮度激光源為掃描振鏡開啟了光明的未來。


