

光學零件的加工,分為熱加工、冷加工和特種加工,熱加工目前多采用於光學零件的坯料備製;
冷加工是(shì)以散(sàn)粒磨料或固著磨料進(jìn)行鋸(jù)切、粗磨、精磨、拋光和定心磨邊。
特種加工僅改變拋光表麵的性能,而不改(gǎi)變光學零件的形狀和尺寸,它包括鍍膜(mó)、刻度、照相和膠合等。
冷加工各工序的主要任務是:
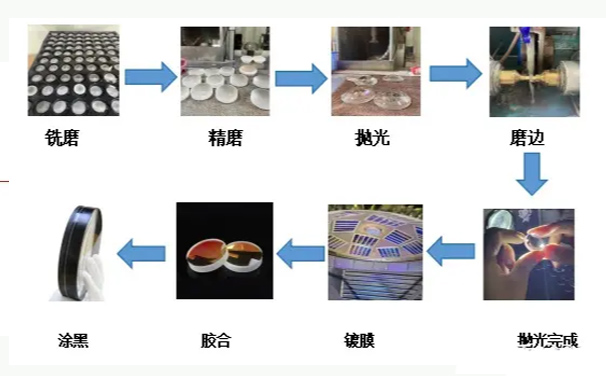
銑磨工序:去除(chú)鏡片表麵凹凸不平的氣泡和雜(zá)質(zhì),起到成(chéng)型作用;
精(jīng)磨工序:是使零件加工到規定的尺寸和要求,將其銑磨出來的鏡片(piàn)的破壞層消除掉,大(dà)隻(zhī)固定R值,作好拋光準備;
拋光工序:是使零件表麵光亮並達(dá)到要(yào)求的光學精度;
定心工序:是(shì)相對於光軸加工透鏡的外圓,把透鏡的外徑磨到指定(dìng)的直(zhí)徑(jìng);
鍍膜工序:是在透鏡的表麵鍍增透、反射等膜層;
膠合工序:是將(jiāng)不(bú)同的光學零件膠合在一起,使其達到(dào)光軸重合或按一定方(fāng)向(xiàng)轉折;
塗黑工序:在鏡片的毛麵塗(tú)一層黑墨,達到(dào)消光的目(mù)的;
光學冷加工流程:
先以毛坯(pī)削材(cái)開(kāi)始加工到(dào)以下工序
光學透鏡冷加工流程(chéng)
精磨:
精磨處於研磨(mó)的中間工序(xù),相當於機械加工中的半精加工,此虹序的主要目的(de)是消除(chú)前道切削時(shí)留下的表麵坑洞,達(dá)到表麵粗糙度要求和麵形誤差,中心厚度控製等;此工序(xù)需要選(xuǎn)擇金剛石顆粒的粒度與玻璃材料磨耗(hào)度的搭配關係主軸轉速與擺臂的運動幅度等。

如何保持(chí)粗(cū)磨皿表麵曲率半徑(jìng)的精度?
粗(cū)磨是用磨皿與鏡片麵接觸的方式進行。雖然,磨皿表麵的曲率半徑在開(kāi)始使用時是修改得很好的,但是隨著鏡片的磨削,磨皿也在不斷磨損,逐漸地就不一定能保證鏡片(piàn)的加工精度。
保持粗磨皿(mǐn)曲率半徑不變或少變,就(jiù)應采取:
1.合理選擇工治具
凡是位於上麵的治具總要比下麵治具的尺寸小,這是因為上麵治具要擺動的關係。
假如上麵治具(jù)尺寸與下麵治具的尺寸相同,上麵治具的(de)邊緣磨削機會太少,上麵治具有(yǒu)翹邊(biān)的趨勢。
假如上麵治具尺寸比下麵治具的尺寸小得太(tài)多,超過了規定的數據,上麵治具在擺動(dòng)過程中,其邊緣不露出來,上麵治(zhì)具的邊緣會磨損過甚,上麵治具有塌邊的趨勢。
假如上麵治具尺寸比下麵治具的尺寸大,則在擺動時,下麵治具的邊緣露出的機會(huì)又(yòu)會太少,下(xià)麵治具的邊緣磨損過甚,下麵治具(jù)有塌邊的趨勢。
光學透鏡冷加工流程
拋光:
研磨拋光是獲得鏡片表麵品質的主要工序,目的是去除(chú)上工序粗磨殘留的瑕疵並達到表麵形狀精度、中心厚度尺寸均符合規格要求(qiú);
此工序需要注(zhù)意研磨粉潔淨度、研(yán)磨液調配(pèi)比例(lì)濃度(dù)、液體溫度、拋光皮選擇、轉速與擺臂幅度等
影響(xiǎng)拋光的(de)因素
拋光的結果好壞受許多因素影響:
工件的粗糙度
空氣的溫(wēn)度及相對(duì)濕度
空氣含塵量
玻璃種類
零件大小
1.零件與治具大小比列
2.拋光劑的性質
3.工作軸轉速
4.擺動的頻率、擺幅及擺幅中心位置
5.拋光麵的溫度、壓力
6.拋光劑的輸入量及溫度
光學(xué)透鏡冷加工流程
芯取
利用金剛(gāng)石砂輪磨外圓(yuán),主要目的是,將組成球麵鏡片的2個球麵對應的圓心連線(光軸)與機械夾具軸(幾何軸)重合,同時(shí)並確保鏡片外觀無刮傷,外徑尺(chǐ)寸、倒角、深度要求(凹透鏡(jìng)時)均符合規格要求;此工序和切削一樣,需要考慮金剛石砂輪粒度與玻璃磨耗度之間搭配關係選擇

光(guāng)學透(tòu)鏡冷加工流程鏡片洗淨工程(chéng):
目的:1、在研磨拋光後去除玻(bō)璃鏡片(piàn)表(biǎo)麵研磨液等雜質(1次洗淨):
2、在芯取後去除玻璃鏡片表麵(miàn)殘留的切削冷卻液(2次洗淨):此工序需(xū)要考慮純水(shuǐ)品質、洗(xǐ)劑(jì)濃度、超聲波強(qiáng)度、切水烘幹條件、玻璃材料的耐水性、耐酸性、耐堿性、耐侯性等(děng)因素,確保洗淨後(hòu)品(pǐn)質;
光學透鏡冷加工流程鍍膜工程:
光學(xué)鍍(dù)膜(mó)《蒸鍍):
為了使(shǐ)鏡片具有所需要的光學性能(néng),需要在鏡片的2個表麵鍍上厚度不同的薄膜層,使其具(jù)有達到一定的光譜特性和影像效果:在真空(kōng)腔體(tǐ)內,將鍍膜藥(yào)材加熱使其向上燕鍍到麵對藥材的鏡(jìng)片表麵;鏡片薄膜主要分AR膜(增透膜)和IR膜(紅外截止膜),根據不同的產品設計要求(qiú),鍍不同的膜:此工序的(de)品(pǐn)質要求膜層附著強度、中心波(bō)長、穿透率、反射(shè)率等:所用(yòng)的藥材有氟化鎂、氧化鋯、OS50、TiO2、二氧化矽等等;

光學透鏡冷加工流程(chéng)鍍膜工程
AR膜(增透膜)---首先,所(suǒ)有的鏡頭都會反光,在可見光中有“紅、綠、藍”三色,波長(zhǎng)也不一樣(yàng),當膜層厚度一定的時候,隻能讓其中的某一種通過,通常是綠光先進入,則此(cǐ)時我們會看到反光顏色是藍紫色,因為(wéi)綠光已經全部(bù)通過了,我(wǒ)們為了減少其(qí)他光線的(de)反射流失,盡可能讓我們希望的光線都通過,這時我們需要鍍上一層增(zēng)透薄(báo)膜在鏡片的表麵;
IR膜(紅外截止(zhǐ)膜)---我們人的眼鏡隻能看到波長在380-700nm區(qū)間的可見光,為了使光學元器件(CCD、CMOS)的成像效果接近(jìn)於人的眼鏡視覺效果,需要在可見光區間實現高透過率,但高透(tòu)過的同時,由於CCD和CMOS對紅外光和紫外(wài)光相當敏感(波長700-1100nm),他(tā)們會造成成像的幹擾使得影像失真,為了避開紅外幹擾(rǎo),必須對這區間波長的光進行攔截,保留380-700nm區間的可見光完全透過,所以就是需要在鏡片上交替鍍上高低折射率不同的膜(mó)層,以(yǐ)實現這個效果:
光(guāng)學透鏡冷加工流程
膠合工程
粘合
簡化複雜鏡(jìng)片的加工,需要將2片或以上(shàng)的鏡片用為了減少反射光(guāng)能損(sǔn)失(shī),特殊膠(jiāo)水按照技(jì)術要求,將其粘合在一起,實現光學性能光學透鏡(jìng)冷加工流程

塗墨工程
塗墨:
將鏡片的外徑(jìng)部位、凹透鏡的外徑連同垂直倒角處,用黑色塗料進行均勻塗黑,以便達(dá)到消除或(huò)減少雜光在(zài)鏡頭中漫反射而影(yǐng)響成像的效果



